リベット加工とは
「リベット加工」とは、精密板金の部品組立時に溶接の代わりに使われる技術を指します。熱を加えないことから溶接と比較しても歪みの発生がなく、品質向上につなげられます。さらに、溶接ができない材質などの時にも使用できる技術です。
リベット加工の特徴
リベットと溶接の違いは「仕上がりの違い」や「接合場所・形状の違い」「接合強度面での違い」といった点が挙げられます。
例えば、リベットの場合にはその接合方法の特性上、リベットの頭を潰した突起状の部分が接合部に残ることになります。複数の部分にリベット接合を行うと、場合によっては美観を損なってしまう可能性もあります。対して溶接については、作業者の技術にもよりますが接合部を美しく仕上げることも可能です。
ただし、リベット加工の方が適しているケースもあります。例えば、熱に弱く溶接加工ができない材質などに対する加工を行う場合。リベット加工では歪みや熱やけが発生しませんので、品質の向上につなげられます。また、「コストダウンしたい」と考えている場合にもリベット加工が適している場合も。溶接加工していた部分をリベット加工にすることによって作業時間の短縮、コストダウンが可能になるケースがあります。
リベットの種類
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
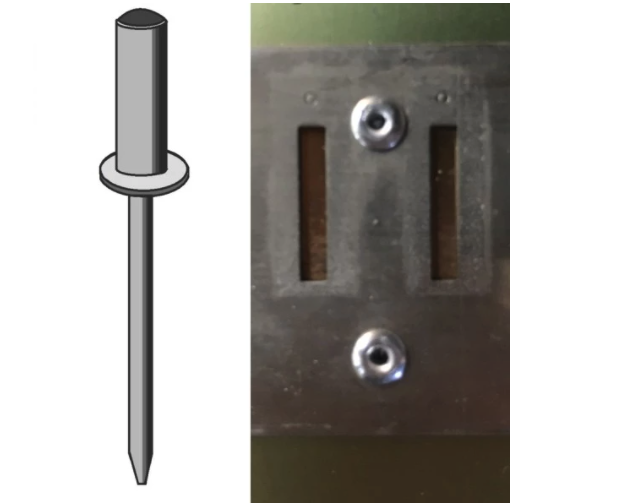
非常に多く用いられているのが「ブラインドリベット」。締結する部材の片側からのみの作業でかしめられる点が特徴。規格・サイズも豊富です。
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
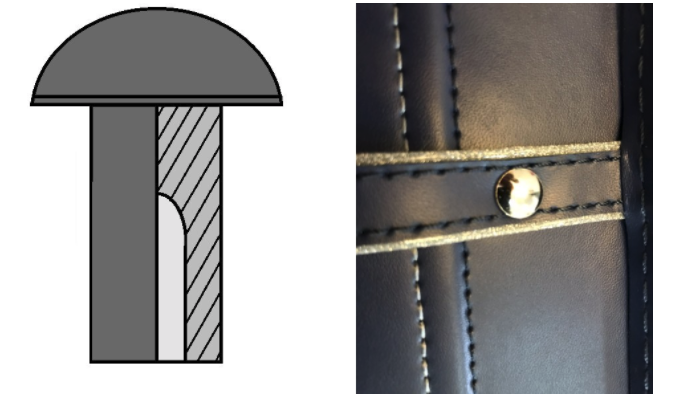
リベットの脚に当たる部分が空洞になっているのが「中空リベット」です。かしめるには専用工具が必要ですが、ランドセルのパーツなど様々な場面で使用されます。
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
樹脂でできた「樹脂リベット」もあります。柔らかいことから、プラダンの接合など様々な面で活用されています。高い強度と取り外しの容易さを兼ね備えたものもあります。
リベット加工の流れ
1番目:下穴開けをする
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
接合する部材に対して、リベットの規格に合わせて下穴を開けます。下穴を開けたら、金属の屑をしっかりと取り除いておきます。
2番目:リベットをセットする
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
シャフトが上に飛び出すような形で下穴にリベットをセットします。サイズは接合部材同士の板の厚さに合わせましょう。
3番目:ノーズピースの交換をする
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
カシメ作業を行うハンドリベッターのノーズピースを、今回使用するリベットのサイズに合わせて変更します。
4番目:リベットをかしめる
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
ハンドリベッターを使用してかしめ作業を行います。もし1回でうまくかしめることできない場合には1回ハンドルを解放してから再度握り込みます。
5番目:シャフトを排出する
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
ハンドリベッターのハンドルを解放してシャフトを排出します。スムーズに排出されない時にはハンドルを何度か握る・離すという作業を繰り返してみましょう。
6番目:作業完了
画像引用元:暮らしーの「リベットとは?種類別の特徴紹介とかしめ方法を画像付きで解説!」(https://kurashi-no.jp/I0014637)
かしめたリベットがしっかり結合されているかをチェックし、問題なければハンドリベッターを使用したかしめ作業が完了です。
リベット加工の仕組み
リベット加工によって接合される仕組みとしては、2枚の板状の母材を重ねて下穴を開けてリベットを貫通させます。その後、リベットの先端を潰すことによって、母材を強力に締結させることが可能。さらに、「緩みにくい」という点も特徴となっています。
リベット加工のメリット
作業が簡単
リベット加工は、DIYでも用いられることが多いように、簡単に行える点が大きなメリットとなります。リベットとハンドリベッターが必要ですが、ハンドリベッターを適切な場所に当てて力強く握り、シャフトの切断を行うのみの作業となりますので、技術の習得や熟練の技術がない場合でも行えます。
半永久的に接合できる
リベットによって接合を行った場合には、振動によって緩みが生じることがなく、半永久的に接合が可能です。これは、リベットの先端部分を潰して接合を行うため。母材の劣化がなければ緩みが起きることもありませんので、長期間安定した状態で使用できる点もメリットのひとつです。
母材の損傷がない
接合を行う際に熱を加えるといったこともないため、母材の損傷などが起きません。さらに、母材にはリベットに合わせたサイズの穴を開けるのみとなっており、ハンマーで打ち込むといった作業も必要ないことから、母材の耐久性に影響を与えない点もポイントといえるでしょう。
解体が簡単
接合時に潰したリベットヘッドを壊すことによって、容易に解体が可能な点もメリットです。解体には専用工具であるリベット外しまたはドリルがあれば取り外しが行えます。半永久的に接合できるとともに、接合を外すのも容易である点は大きなメリットとなります。
リベット加工のデメリット
重量が増える
リベット接合を行った場合、使用したリベットの分だけ製品の重量が増えることになります。もし大きな製品にリベット接合を用いる場合には、その分接合箇所も多くなりますので、リベット接合で増えた重量が製品の性能に影響を与えてしまう可能性も否定できません。
板材にしか使えない
リベットヘッドを潰して結合するという特性上、板状の母材にしか使えないという点がデメリットとなります。母材がしっかりと重なることによって強力に接合できますので、母材にデコボコなどがある場合は接合部分が不足してしまいます。
見た目がかっこ悪い
潰したリベットヘッドが目立ってしまうことから、製品の見た目が良くないという点もデメリットとして挙げられている部分です。そのため、リベットヘッドによりできた突起部分に塗装を行うなどの仕上げを行うことが求められます。
リベッターとカシメ機の
違いとは?
リベット加工が可能なカシメ機もある
リベット加工の特徴や作業の流れ、メリット・デメリットについて紹介してきました。リベット加工が可能なカシメ機もありますので、必要に応じてぜひチェックをしてみることをおすすめします。
カシメ作業の
効率化・コスト削減を実現する
おすすめのカシメ機メーカー5選